
dz��������Ĥ����ԭ��
http://www.packltd.cn �� ��ʱ��:2019��11��12�� �� ����ע��:1433 �� |
ժҪ�������Ǿ�������Ĥ���ĵijƺ���˫�������������Ĥ��Ӣ����дΪBOPA��BOPA��Ĥ�����������������ϵ���Ҫ���ϣ�Ŀǰ��Ϊ��BOPP��BOPET��Ĥ֮��ĵ������װ���ϡ�����������Ĥ��������������ȱ�ݼ������Դ����ЧӦ������������ȱ��ʹ������Ĥ��Ӧ�����ܵ��ܴ�����ơ�
1��������Ĥ����ԭ���ӡ��������
�����Ǿ�������Ĥ���ĵijƺ���˫�������������Ĥ��Ӣ����дΪBOPA��BOPA��Ĥ�����������������ϵ���Ҫ���ϣ�Ŀǰ��Ϊ��BOPP��BOPET��Ĥ֮��ĵ������װ���ϡ�����������Ĥ��������������ȱ�ݼ������Դ����ЧӦ������������ȱ��ʹ������Ĥ��Ӧ�����ܵ��ܴ�����ơ�
BOPA��Ĥ������ԭ�����Ծ�����6������6��Ϊԭ�����Ƴɵġ������������ں��м�����������-CO-NH-�������е�-NH-���ܺ�-C=O���γ������������γ��Ǿ��������нϸ߽ᾧ�Ե���Ҫ����֮һ������Ĥ��Ȼ�Ǽ��Բ��ϣ�������������Ҳ�о������ӽᾧ�������, ���������о������еķ��Ӷ��ܽᾧ��, ����һ���ַǽᾧ�����������Ի���, ��Щ������������ˮ������λ, ����������Ĥ���漫�����뼫�Ժ�ǿ��ˮ����, ʹ����Ĥ����������������������ʹ��ʱ�����������ȣ� ��ʱ�ڱ�Ĥ�����γ�һ�㱡����ˮĤ,Ӱ����洦����,�����ī�ͽ�ճ���Ա�Ĥ�ĸ��ţ���ˮ������۰���ճ�ϼ��еĹ̻���������Ӧ,�Ӷ�Ӱ���Ʒ��������ʹӡƷ���塢�̱ߡ����ھ�������ӡ�����ƴ���λ���������ݡ���ߵ㡢����Ͱ㡣��ζ���ࡢĤ��ճ�����������ѵȵȡ�����ʱ�������ϰ���ǿ���½����������������ƴ��Ѳ�������Ĥ�ָз�Ӳ������������ȡ���Щ��������Ĥ�����Ժ��������ɵ��������ϡ�
2������Ĥͬ�����첽���������ղ�ͬ�����Ʒ������Ҳ��ͬ
����BOPAĤһ��ӹ�������Ҫ�����֣�������˫�����졢ͬ����˫�����졣
a�� ͬ�����칤��
ͬ�����칤��װ����Ҫ����ˮ�����ۣ�������ȴ���ij�����Ĥ��δ����ǰ��ͨ��ˮ������,��Ĥ����4��8��ˮ�ݺ�,��6�������γ���ˮ��,�Ӷ��������������,ʹ��ͬ�������Ϊ���ܡ�
b���������취����
�������취���յĹؼ��DZ�����PA6 δ�ᾧʱ�������죬�����ϲ�ȡ����������������T��ģͷ�����Ͻ�����ȴ������ ��������ľ��뾡��С���������������ҲҪ������ȴ������Ϊ��������ʱ������Ӧ��������������ĤҪ�����ȶ��ʹ�����һ��ͬ����������������Ĥ�����ʱ���������ʱ��쵫��ˮ���ͺܶࡣ(ͼ1Ϊͬ����Ȳ�ͬ��������������Ĥ�������ʾ��ͼ)
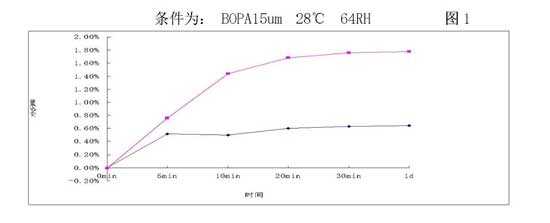
����Ϊ�ֲ�����������������Ĥ������Ϊͬ������������������Ĥ������ͬ��Ⱥ������£�3~5���ӾͿ�ʼ������ͬ������������������Ĥ���о���ˮԡ����������ڶ�ʱ���ھʹ���ƽ��״̬�������߷ֲ�����������������Ĥ������ʱ������20���Ӻ�Ŵ���ƽ��״̬�����Էֲ���������BOPAĤ��ͬ����������BOPAĤ�����Դ��ʱ���L����ˮ��Ҳ�ϴ�
3����ͬͬ���������ա���ȣ���ͬ������������Ĥ�����Բ�ͬ��
ͬ���������ա�15umBOPA����ͬ������������Ĥ�����ԱȽ�-----ͼ2

��ͼ���п��Կ���Ĥ(15umBOPA)������25�� 62RHʱ��һ��ʼ������������5min�ں��������߳���������죬����ԭĤ��ˮ�ʽϵ������죬��20min���������ﱥ��״̬�������ﱥ��״̬��һ��ƽ�����ˮ�������½���(��ʱ��Ĥ��������)
4����ͬ��ȡ���ͬ(ͬ��)����������������Ĥ�����Բ�ͬ
BOPA��һ�������Լ�ǿ�IJ���, ��������BOPA��Ĥ�������Ը���(12um����) �ڻ�û�н�����������֮ǰ, һ��������Ĥ���Ͼͻ����, ��ʱ������Ϊ�����̶Ȳ�һ�¶�����"��Ҷ��"����,��ʹӡˢ�����ѡ� ����������������⡣
(����:��װ��ҵ��)

