
无溶剂复合常见问题大集锦
http://www.packltd.cn 时间:2019年1月3日 关注数:3293 次 |
摘要:无溶剂复合常见问题大集锦
胶黏剂涂布后出现收缩现象
在用VMPET阴阳膜复合第三层材料时,涂胶后在VMPET薄膜边缘出现胶液收缩现象,检查后发现系VMPET薄膜局部表面能不合格所致。
无溶剂胶液的表面张力远高于干法复合用的溶剂型胶液(稀释用溶剂乙酸乙酯的表面张力仅为26.29mN/m),如果薄膜整体的表面能低于涂布胶液的表面张力,胶液在薄膜表面就会出现收缩现象。
如果薄膜表面局部受一些低表面张力助剂的污染,则在该点就会出现胶液不润湿(收缩)现象,在最终的复合制品上形成气泡缺陷,甚至造成剥离不良的质量问题。
类似的涂胶后胶液收缩现象,在使用水性胶黏剂时也可能出现。
转移胶辊表面温度过高
涂布系统的实际温度往往与设定温度有一定偏差,在机速300m/min、上胶量1.45g/m2的条件下,胶桶温度设定为35℃(实测38℃),计量辊温度设定为32℃,涂布辊温度设定为35℃。
涂布系统的实测温度分布如图所示:
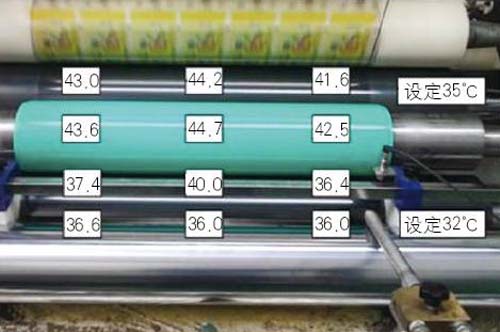
这是由于转移胶辊摩擦生热造成的,其影响因素主要有辊面光洁度、胶水黏度、压力大小等,其中辊面光洁度的影响最大,须严加控制。
胶辊表面胶液分布不均
涂胶量太小时,胶辊表面的胶液分布不均匀,局部发涩(不反光),这在某种程度上也反映出涂布系统(转移胶辊)的精度高低。
理论上讲,对于某些复合结构(如BOPP/珠光膜),涂胶量在1.0g/m2就能满足复合强度要求,但如果设备涂布系统的精度不高,则需要适当增加涂胶量,以保证涂胶均匀。
材料起皱引起的复合气泡现象
原材料皱褶将直接导致下机的复合产品出现气泡现象,原因是皱褶处复合时压不实,夹入空气。当然,过大的气泡点,熟化后也不能完全消除。
所以,遇到这种不合格的材料时,不要盲目地进行生产,要控制一下复合机速,在确认复合质量合格后才能进行批量生产。
复合膜收卷压皱现象
如果收卷时压辊出现跳动现象,由于两层PE复合膜面较软,很容易将膜卷压皱。引起膜卷跳动的因素较多,如纸芯变形、纸芯端面切口不平、膜卷突然明显增厚等。
收卷张力大一些会缓解这种现象。
复合膜边缘溢胶
复合膜边缘溢胶与涂胶量过大有关。如果生产过程中转移胶辊两端有堆积余胶现象,则极易出现收卷后边缘溢胶现象。
无溶剂复合机在低速运行时转移胶辊两端通常会有积胶现象,说明低速运行时涂胶量较大,在中途停机及重新开机时机速较慢,容易出现因溢胶造成的粘边现象。
需要说明的是,如果转移胶辊边缘的积胶现象很明显,则是胶辊边缘有磨损所致,需要对转移胶辊重新研磨(新辊在使用时边缘溢胶现象往往都较轻)。
复合膜透明处出现气泡
无溶剂复合时透明设计处由于涂胶量大易出现胶水纹现象,熟化后复合膜透明处则会出现气泡现象(约几十米)。另外,收卷后透明部位的张力通常较墨层厚实处小,更容易出现气泡现象。
解决方法:
①改变墨层厚度,以减少整体涂胶量,避免透明处出现明显的胶水纹;
②选用高黏度的无溶剂胶黏剂,相同的涂胶量时,胶水纹现象会明显减轻。
转移胶辊表面起泡、起皮
转移胶辊在使用中会出现起泡、起皮现象,这属于胶辊本身的质量问题,最直接的影响就是引起涂胶不均匀。
需要说明的是,新制的转移胶辊只有在使用一段时间后,该质量问题才能表现出来,即使将胶辊重新研磨后再使用,也很快又会出现起泡、起皮现象。
因此,在选购转移胶辊时,一定要选择有经验的生产厂家,不能只考虑价格因素。
膜卷表面固定位置的气泡
如果气泡出现在膜卷表面的同一位置,是膜卷收卷较松,卸料及称重时表面受挤压引起的,经放大后观察气泡形状很不规则。
解决方法:
①卸料用的叉车表面用毛毯包裹好,减少膜卷表面局部受压力;
②表面收卷要紧一些。
镀铝复合膜表面出现小黑点
对于相同的复合工艺参数,不同的胶黏剂型号,小黑点表现出来的严重程度有所不同。
改善方法:
①胶水与油墨的匹配性;
②减少涂胶量;
③低温熟化。
镀铝复合膜表面划墨现象
这种现象多出现在镀铝复合膜收卷接近纸芯部位或接头部位。要划墨部位的背面可以看到明显的褶皱,说明该处所受收卷压力较大。
放大观察,还发现墨痕处存在小黑点现象。
解决方法:
①保证收卷平整,不起皱;
②降低涂胶量;
③复合后可先在室温条件下放置2~3小时,然后再放入熟化室进行熟化。
内容物颜色对复合膜外观的影响
无溶剂复合加工的塑塑复合膜,表面多少都会有一些胶斑等外观缺陷,单个包装袋检测时都是合格产品,但在包装深色的贴体内容物后,这些外观缺陷就会呈现为白点现象。
即使是相同的印刷油墨,受墨层集中度的影响,最后在收卷紧的部位外观良好,而在收卷松的部分则表现为胶斑,如果是不规则的胶斑,则需要适当提高涂胶量。
收卷不齐与隧道现象
无溶剂复合膜收卷一定要整齐,否则在收卷松的边缘极易出现隧道现象。
收卷张力锥度设定过小时,外层对内层会产生较大的挤压力,如果复合膜收卷后内外层间的摩擦力又较小(薄膜过于爽滑则摩擦力小),则会出现收卷挤出现象。当设定较大的收卷张力锥度时,就又能收卷整齐了。
这说明无溶剂复合膜的收卷整齐度与张力参数设定有关,与复合膜层间的摩擦力也有关系。
镀铝复合膜水煮后掉铝
无溶剂复合加工的BOPP/VMPET/PE复合膜,在水煮之后出现掉铝现象,这也是常见问题之一。
可见,无溶剂复合含镀铝结构的水煮产品时有一定的风险,需要经过多次验证,才能投入批量生产。
爽滑剂含量与摩擦系数

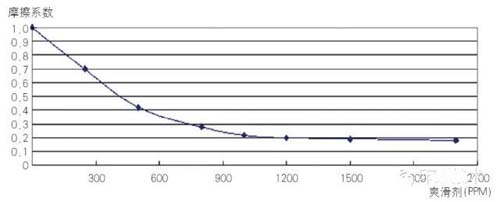
PE膜中爽滑剂量过多引起复合膜剥离强度下降

(来自:亿万软包装)

