
无溶剂复合作业指导范本
http://www.packltd.cn 时间:2019年7月9日 关注数:1202 次 |
摘要:一般情况下生产指令是指下单的生产次序,特殊情况下(如紧急插单)是指生产厂长根据销售经理的《生产微调指令》所下发的生产指令。
1.生产准备
生产前由机长会同副机长和收放卷工仔细阅读生产指令和工艺单。
必须明确应当生产哪个订单(生产工艺单)及该订单的产品名称、产品结构、生产数量(包括米数及公斤数)及其他工艺要求。
1.1 副机长要明确:
1.11《产品工艺流程单》对复合的具体要求是什么。
1.12 胶粘剂所需的种类。
1.13 根据工艺单胶粘剂的配比和上较量。
1.14 根据所需基材的种类、规格(包括厚度、宽度)所用的转移辊、涂布辊、复合辊压力参数是否正确。
1.2 收放卷工要明确:
1.21 所需基材的种类、规格(包括厚度、宽度)和数量。
1.22 根据所需基材的种类、规格(包括厚度、宽度)所用的收卷、一放、二放、收卷张力(压力)、收卷锥度的参数设定是否正确。
1.3 机长要明确:
1.31 各加热系统的设定。
1.32 计量间隙(8c放得进,9c放不进)
1.33 根据所需基材的种类、规格(包括厚度、宽度)所用的转钢辊、转胶辊比率参数。
以上要求应由三人在各自第一时间内进行。
生产指令:
一般情况下生产指令是指下单的生产次序,特殊情况下(如紧急插单)是指生产厂长根据销售经理的《生产微调指令》所下发的生产指令。
特别注意:不得接受任何其他人员的指令。
生产班组必须严格按生产指令排定的顺序进行生产,不得任意改动。当排定的指令不具备生产条件时,应报告相应的主管人员,经批准后方可跳过该指令,顺序进行后续指令的生产。
工艺单:
一般情况下工艺单是指《产品工艺流程单》,特殊情况下是指印刷主管或生产厂长的临时书面通知(书面通知必须有相应人员的签名和日期)。
特别注意:不得接受非书面通知及任何其他人员的指令。
2.确认生产条件
2.1副机长确认:
2.11检查混胶机里面胶水是否充足有无变质,不足时添加胶水。
2.12 确认混胶机干燥剂无变色(正常为黄色,吸潮过多为绿色)。
2.13打开各个部分加热系统(混胶机加热系统,涂布,复合的加热系统。加热时间一般30-60分钟)加热温度根据不同厂家的胶水设定的温度不同。
2.14 备用A、B胶放置位置是否与混胶机对应(一定不要放混,容易出现加错胶现象)。
2.15 擦洗机器部分的钢棍,胶辊,导辊至不粘手。
2.16 检测混胶机胶水配比与设定是否一致,用一次性纸杯,电子称检测不少于2次(检测所用胶水不得倒入混胶桶,可搅拌均匀倒入胶槽)。
2.17 清洗混胶头、挡胶块、支架,待机长完成计量间隙调整后安装混胶头、挡胶块、支架。
2.2收放卷工确认:
2.21 领料、装料、穿料(尽可能备齐当班生产所用)。
2.22 打扫车间卫生。
2.23 打开各限位锁。
2.3机长确认:
2.31 待加热温度达到设定温度后,进行调整计量间隙。(计量钢棍与转移钢棍之间的间隙,9c放不进、8c放得进)这里强调一点加热未达到温度时不能调节计量间隙。
2.32 往胶槽里加注胶水,设定自动加胶液位。
2.33 匀胶,按下涂布单动按钮使转移钢辊、转移胶辊、涂布钢辊依次匀胶一圈。
2.34 确认放卷、收卷、一放、二放、通道张力;收卷压力、锥度;转移辊、涂布辊、复合辊压力;计量辊、涂布辊、复合辊、混胶机温度;转钢辊、转胶辊比率各项参数设定无误。
以上工作由三人同时分别进行,完成后口头向机长报告,机长对上述工作必须确认。
3.开机
3.1 开机条件:
开机准备工作完成后,才可以进行开机工作,不具备生产条件盲目开机的,追究机长和相应人员的责任。
3.2 机长依次按下:
总张力电源、预备、启动。
3.3 待主机启动后,收放卷工将光电打自动,材料对齐。待主机启动升速到10m/min (胶辊手动模式时将涂布胶辊合,紧接着把转移胶辊合)。在这期间手持刀片,等待胶水过复合压辊后观察有无气泡产生。若有用刀片把气泡刺破,气泡排除。检查收卷是否平整无暴筋。
3.4 机长检查所有工位是否有异常,确定正常后再进行升速操作。
3.5 副机长:
3.51 副机长在开机过程中时刻用频闪仪观察涂布部分和收卷部分的上胶情况。
3.52 副机长应在产品固化2小时后取样检查白点、气泡的情况。
3.53 副机长负责如实工整的填写《无溶剂复合工艺记录表》。
3.6 收放卷工:
3.61 收放卷工在收卷下料更换新纸芯的时候一定把收卷直径复位。
3.62 收放卷工负责如实、工整的填写产品流转卡,每卷必须粘贴产品流转卡。取一块长度不少于1米样品检验对角线长度和卷曲情况并留给质检员复检。
3.63 收放卷工负责产品的进、出固化室,下卷后应在第一时间进固化室,不得在小车上放置时间过长,不得平放,必须悬架在固化室或立在托盘上(夏季常温固化时)。
3.7 机长:
3.71 机长负责整体质量控制,应严格控制机速,只有在确保产品质量的前提下,才可以使用较高的机速。
3.72 机长负责检查所有工位工作是否正常,保证设备正常运转。
3.73 机长负责如实、工整的填写《无溶剂复合作业记录表》。
3.74 机长负责如实、工整的填写《复合生产日报表》。
4.停机清洗
4.1 副机长:
4.11副机长负责清洗计量钢辊、转移钢辊、转移胶辊、涂布钢辊、涂布压辊。
清洗要求无印记,不粘手。
4.12 停机后松开挡胶块固定扣,拿掉一边的挡胶块把胶槽的剩胶刮到一次性纸杯(剩胶不可再使用),拆下混胶头、挡胶块放置溶剂桶浸泡。
4.13 用柔软、干净的棉布(不掉色)依次擦洗。
4.14 检查混胶机干燥剂是否变色(正常为黄色,吸潮过多为绿色),如变色将干燥剂放置固化室。
4.14 擦洗混胶头、挡胶块。清洗完成后将混胶头、挡胶块放置干净的溶剂桶浸泡。
4.15 把空胶桶、不能用的胶、溶剂放置指定地方。
4.2 收放卷工:
4.21 收放卷工负责把废膜过称,放置指定地方。
4.22 合上各限位锁。
4.3 机长:
4.31 打扫车间卫生,检查清洗工作完成情况。
4.32 关闭水、电、气。
5. 长时间停机
长时间停机需对打胶机胶桶、胶管、静态混合头及无溶剂复合机各单元(包括涂布单元、复合单元、收放卷单元等)进行彻底的清洗。打胶机清洗干净后加入1/3 高度的溶剂在A胶桶中,且溶剂充满胶管,下次使用前将溶剂全部打出后使用。
6. 常见故障分析及解决方法

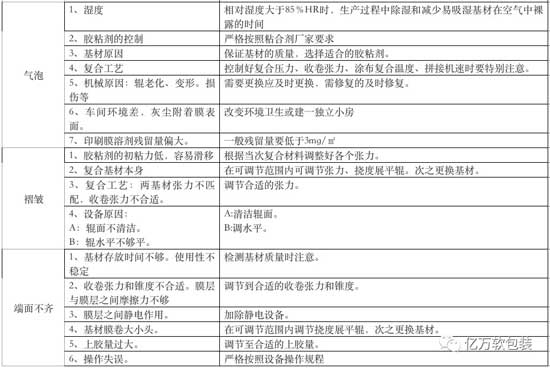
(来自:亿万软包装)

