
关于复合薄膜的收缩状态
http://www.packltd.cn 时间:2019年9月4日 关注数:1482 次 |
摘要:般袋状的复合薄膜在经受不同条件的热处理后其纵横方向会发生不同程度的收缩。受此现象的启发,那么片状的复合薄膜在相似的条件下的收缩/卷曲状态会是什么样的?
一般袋状的复合薄膜在经受不同条件的热处理后其纵横方向会发生不同程度的收缩。受此现象的启发,那么片状的复合薄膜在相似的条件下的收缩/卷曲状态会是什么样的?
为此,做了如下的实验:
使用复合袋同批的袋子,在袋子的非封口区域,将袋子的正、背两面分别沿纵向和横向剪开(但保持一边仍与袋子相连)。在沿横向剪开后,注意将原来的封口边剪掉。
将上述两个袋子分别放入家用高压锅和沸水中进行10min的热处理。热处理结束后,取出袋子,擦干水分,放在桌上静置了20h以观察其形态的变化。
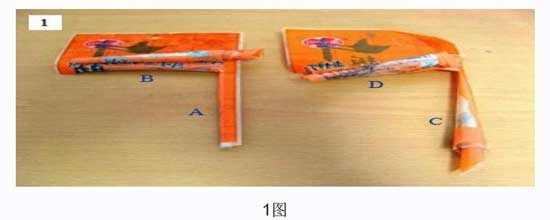
图1是经受热处理后的袋子的状态。图中左边的是进行了水煮的袋子,右面是进行了蒸煮的袋子。从图中可以看出:两个袋子剪开的面都向PA侧发生严重的卷曲,而蒸煮过的袋子的卷曲程度更为严重一些。
经测量,其中A边的卷曲直径约为3.5mm(如图1-2),B边的卷曲直径约为3mm,C边的卷曲直径约为2mm,D边的卷曲直径约为2mm(如图1-3)。

通过计算,可以得知各个边的薄膜中仍然存在的收缩率差异分别为:4.4%、5.2%、7.8%、7.8%。将B边和D边展开,测量其长度数据分别为176.5mm和175.5mm。
上述数据清晰地表明:有PA薄膜的复合薄膜的收缩率对温度和水分的敏感度非常高。此外,上述数据表明,对于需进行热处理的两层及多层复合薄膜的热收缩问题还可以有另一种分类方法:
a) 同步收缩;b) 非同步收缩(热收缩率差异)。
复合薄膜的"同步收缩"体现为材料的整体尺寸的缩小,如同热处理实验数据中的数字所示;复合薄膜的"非同步收缩"则体现为材料的卷曲及"翘曲"状态的变化。复合薄膜的"非同步收缩"又有两种表现形态:一是在袋子的开口边"向内卷曲"或"向外卷曲",二是袋体呈现不同方向与程度的"翘曲"。袋子的开口边"向内卷曲"或"向外卷曲"的状态显示了复合薄膜内部除了同步收缩以外仍然存在的非同步收缩("热应力"或热收缩率差异大小及方向)。
需要注意的是:迄今为止,国内市场上销售的CPP薄膜的热收缩率均不大于1%,PE薄膜的纵向热收缩率在1.4%~7.2%之间,其横向的热收缩率在-0.4%~-1%之间,即以吹塑法生产的PE薄膜受热后在其横向上是膨胀的(检测条件为100℃、10min,水煮或电热箱)。而PA薄膜的热收缩率事宜,根据GB/T20218-2006《双向拉伸聚酰胺(尼龙)薄膜》的相关规定,在160℃、5min的条件下收缩率为不大于3%。但在该标准中没有湿热条件下的收缩率指标。
很显然,在上述数据的条件下,PA/PP结构的水煮、蒸煮袋在经过热处理后都是必然要向外卷曲的。而对于PA/PE结构的水煮袋,如果制袋时是"纵出"的,经过热处理后,袋子的开口边有可能是向外卷曲的,有可能是向内卷曲的,也有可能是平整的;但如果制袋时是"横出"的,经过热处理后,袋子的开口边一定是向外卷曲的。
从试验结果来看,PA/PP复合膜的热收缩率在水煮条件和蒸煮条件下是不一样的,因此,建议加工水煮袋或蒸煮袋的企业:在将采购来的基材投入生产之前,应在相似的水煮条件或蒸煮条件下,对基材的热收缩率进行检测。如果检测的结果相近,则可按正常的复合生产工艺进行加工;如果检测的结果有较大的偏差,最好不要使用偏差过大的基材;如果没有其他的材料可以替换,则应考虑在复合加工时有意地让下机的复合材料向内卷曲(同时应注意调整产品出厂标准,并应与下游客户事先进行沟通)。
无论是水煮袋、蒸煮袋、宽边热封袋,对于相互组合的材料进行热收缩率试验,其收缩率基本接近产生的卷曲的机率会小些,若两基材热收缩率差值在万分之三以内基本不产生卷曲。若水煮、蒸煮膜一定在湿水的状态下进行热收缩处理试验。
(来自:包装企业网)

