
无溶剂复合必备技术知识大汇总
http://www.packltd.cn 时间:2019年9月9日 关注数:5438 次 |
摘要:胶桶的加热方式有底部加热和环绕加热,由于胶液是从底部输出,所以应该是底部加热系统使得出胶的温度更加均匀。
一、无溶剂复合机的构造及原理
1,无溶剂复合机主要有混胶机单元、涂布单元、复合单元组成。
混胶单元的组成结构:
两个独立的胶桶和加热系统( A、B)、两个输胶电机、两个输胶管、两个输胶阀、一个混胶管以及控制面板等。
原理:
A、B两种胶水经过加热使胶桶内的胶液达到设定的温度,进入各自的输胶管,然后由控制面板按照A、B胶水的密度或体积分别用两个电机从两个各自的管道通过各自的输胶阀,进入混胶管,使A、B胶水在混胶管内充分混合。然后流入无溶剂复合机的计量辊。
胶桶的加热方式有底部加热和环绕加热,由于胶液是从底部输出,所以应该是底部加热系统使得出胶的温度更加均匀。
所以大多数无溶剂复合机的设备厂都采用底部加热系统。由于混胶是自动装置,所以A、B胶水的出胶量就显得至关重要。
混胶机上都有混胶报警装置,一旦报警响起,工作人员就应采取措施,避免出现A、B胶比例失调过大造成产品的浪费。
2,涂布单元主要有固定辊、计量辊、涂布钢辊、转移涂布橡胶辊及橡胶压辊、挡胶板、放料装置、加热装置、张力系统等组成。
除去橡胶辊,其他几根辊都要求加热,涂布系统的加热装置是将加热的水循环到固定辊、计量辊、涂布钢辊里,使之表面达到设定的温度。
由于计量辊与固定辊之间的间隙,就是我们工作时调整上胶量的重要部位,因此计量辊、固定辊、涂布钢辊、涂布胶辊的材质受温度影响变形会影响上胶量,所以有些设备厂开始尝试用陶瓷辊代替钢辊( 陶瓷的耐温高/不易变形/易清洗) 。
混合后的胶水在计量辊处通过转移胶辊转移至涂布钢辊,再通过橡胶压辊把印刷膜压到涂布钢辊上完成转移涂布工作。
3,复合单元是由复合钢辊、复合橡胶压辊( 需要配置中高辊和常用辊) 、冷却辊、放料装置、收卷装置、复合辊加热系统、张力系统、控制面板等组成。
涂好胶水的印刷膜在复合辊的压力与温度的作用下,形成了初步的粘合力( 无溶剂复合膜的初剥离力比较差) ,再冷却定型收卷。
主机上的控制面板有上胶量的控制,前后放料张力、收卷张力、桥张力、锥度张力的控制,速度的控制等。
二、无溶剂粘合剂的性能
最早无溶剂粘合剂是单组份湿固化型,由于它的分子量大,粘度高,不易操作,还需要加湿设备等原因,逐渐被市场淘汰。
现在市场上的无溶剂粘合剂基本都是改进的双组份体系,它基本满足软包装市场的材料结构,逐步提升了粘合剂的使用范围。
市场上的无溶剂粘合剂A、B 双组份:
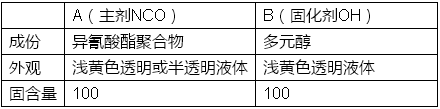
从表中不难看出无溶剂粘合剂的主剂A、固化剂B的成分完全和干式复合粘合剂A主剂( 多元醇聚合物)、B 固化剂(异氰酸酯)成分相反,所以无溶剂粘合剂主剂A 组分遇空气中的水等活性氢时会发生化学反应,形成固化。
A 胶桶如果胶液表面有结皮,证明胶液表面与水分产生交联反应,要采取去湿措施。国内的无溶剂粘合剂的粘度基本都维持在1000~2000 之间,而国外品牌的无溶剂粘合剂粘度达到4000左右。
高粘度的粘合剂只有提高计量辊的温度才能有很好的涂布效果和流平性能,所以单纯从溜平和涂布性能来讲,国内的无溶剂粘合剂是优于国外的。而且现在国内大多数粘合剂企业都在向功能型、特殊用途的粘合剂发展。
无溶剂粘合剂由于是100%的固含量,没有溶剂( 乙酸乙酯) ,也就没有VOCs的排放( 符合现行国家的环保政策)。
但无溶剂粘合剂一旦混合,随着时间的延长它的粘度会逐步加大,造成涂布困难,复合膜易出现白点、气泡等现象。
无溶剂粘合剂在胶盘的使用寿命一般在20~ 40min左右。所以无溶剂粘合剂只能在无溶剂复合机上使用。
无溶剂粘合剂的复合膜初剥离力与干式复合相比,确实比较低。现在好多的粘合剂企业都在攻克这一难题,假以时日肯定会有很大的进步。
三、无溶剂复合的工艺
1,无溶剂复合关键首要的是离不开清洁
产品的好坏很大程度与清洁有关,所以车间场地、主要传动辊、导辊、薄膜的清洁无不与产品的质量息息相关。
2,胶水桶的温度升到设定值时,自动打胶水前一定要检测A、B 胶的出胶量是否与我们设定的一致( 很关键)。
在生产中也有可能遇到输胶管道的堵塞,造成A、B 胶失调引起报警要及时处理。如果A、B 胶相差太大,可能会引起剥离力不够,胶水不干等大量产品报废。
3,上胶量的控制非常重要
①首先要确定所生产膜的大概上胶量。
②按照既定的上胶量去调整计量辊的间隙(计量辊与固定辊的间隙)和转移辊的转速比(一定要等到计量辊的温度达到设定的温度后才可以调间隙)。
影响上胶量还与辊表面清洁度、胶辊的硬度和压力、胶水的流平性、涂胶的温度等有关。
③在前面讲到粘合剂会随温度、时间的影响粘度发生变化,计量辊的温度越高它的反应速度就越快,粘度就会上升,胶液会有气泡出现,这时会影响涂布效果,造成上胶量偏小。
为防止或减轻这种现象,建议把自动出胶量减少,增加出胶的次数频率,让胶液在计量辊处的停留时间变短。
④透明膜上胶量过大,就会引起橘皮状的花纹,多色印刷膜上胶量过大,有可能会因收卷张力大,导致融墨、溢胶现象发生(刚开机慢速50 米左右时的上胶量比正常速度的上胶量,要大0.2g/m2左右)。
上胶量偏小会造成复合膜强度低、气泡、白点等现象。
⑤为了防止溢胶,挡胶板的距离最好比涂胶的有效宽度窄2~3mm。
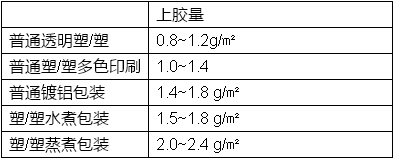
⑥各种复合膜的常用上胶量如下表:
4,张力控制
由于无溶剂复合的初剥离比较差,所以张力控制系统要相对精准一些,收卷张力相对要大一点。
①为防止卷芯部位起皱,最好采用200mm直径的纸管收卷。
②为防止复合膜卷曲和隧道,一放、二放张力要匹配,可用刀子在复合膜上划十字形状确认张力的匹配( 往面膜卷边就下调面膜的张力,反之就下调内膜的张力) 。
③锥度的张力要随着薄膜的厚薄而变动。
5,熟化阶段。
无溶剂由于初剥离较差,最好采用悬挂式熟化,不要直立,防止胶液从下端溢出。
普通复合膜通常在30~40°时可以常温熟化,如果室温不高,建议熟化室熟化,熟化室不要超过40°,水煮包装可熟化20~48小时,随着熟化时间的延长,部分薄膜的摩擦系数会增加,这与薄膜本身的助剂析出、粘合剂中有无含聚醚类物质有关。
三层复合时建议把一、二层复合膜先熟化一段时间再复合第三层,有益于产品质量的控制。
6,影响无溶剂复合表观质量的因素
①由于无溶剂粘合剂的分子量较小,具有较强的渗透力,在温度和较大的外力作用下能和油墨混融;
②油墨与胶水的匹配性;
③印刷膜的残留溶剂直接影响到复合膜的气泡,特别注意二层高阻隔膜复合时要降低速度等;
④车间的温度、湿度也会影响复合膜的气泡、白点;
⑤张力的不匹配造成复合膜卷曲和隧道;
⑥复合压力不够,在复合宽幅膜时,由于胶辊两端的压力大,中间小,中间处易产生气泡,这时应换用中高辊。
7,影响剥离强度的因素。
①上胶量偏小;
②胶水的比例失调(适当下调OH比例,有利于剥离强度的增加);
③薄膜的电晕不好或助剂太多;
④水分的影响;
⑤油墨有分醇溶、酯溶、水性的,要与胶水做确认性试验;
⑥复合压力不足;
⑦镀铝膜的铝转移等都会对剥离强度有较大影响控制好关键几个步骤,做好每个细节,就一定能够做好无溶剂产品。
(来自:包装企业网)

